The construction of any model is unthinkable without cutting in detail dozens of holes in the first place is quite small, with a diameter of less than 1 mm. you Buy such a drill, of course, in retail they do, but what are they clamping? Drilling machine (ordinary, not unique), a drilling machine, especially a hand drill to microwell fit a little in their size and weight is not felt the force with which to press a drill, and a fragile cutting tool often breaks down.
I managed to successfully solve this problem by making microelectrode clamping three-jaw Chuck.
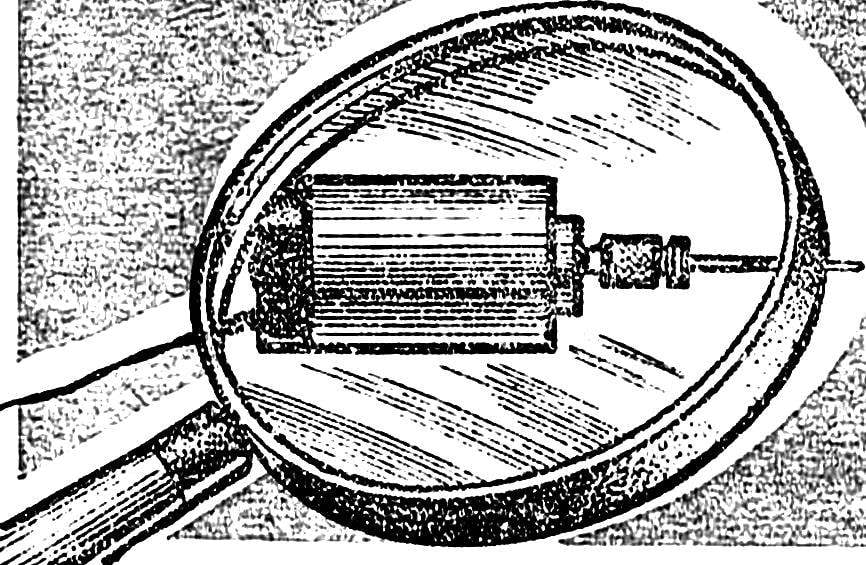
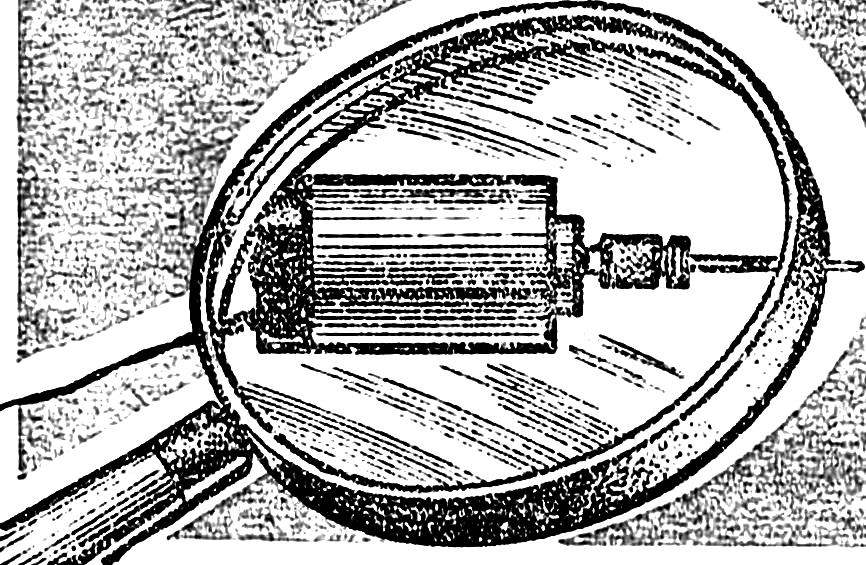
First of all, a few words about the motor. I used a brushed motor, for a voltage of 6 V with permanent magnets. The diameter of the output shaft 3 mm, weight about 100 g. However, it is possible to use other low-power electric motors such as electric shavers, or even from the electrified children’s toys. Therefore, the General form of microdrile landing size is indicated with the letter a corresponding to the diameter of the output shaft of the motor.
 The construction of any model is unthinkable without cutting in detail dozens of holes in the first place is quite small, with a diameter of less than 1 mm. you Buy such a drill, of course, in retail they do, but what are they clamping? Drilling machine (ordinary, not unique), a drilling machine, especially a hand drill to microwell fit a little in their size and weight is not felt the force with which to press a drill, and a fragile cutting tool often breaks down.
The construction of any model is unthinkable without cutting in detail dozens of holes in the first place is quite small, with a diameter of less than 1 mm. you Buy such a drill, of course, in retail they do, but what are they clamping? Drilling machine (ordinary, not unique), a drilling machine, especially a hand drill to microwell fit a little in their size and weight is not felt the force with which to press a drill, and a fragile cutting tool often breaks down.