In the journal “modelist-Konstruktor” was published an article by a teacher from the city of Severodvinsk Vladimir Arkhipov, dedicated to the manufacture of plastic fine-grained cylindrical gears for motor car, ship and plane models on the example of gear made of polyethylene with the basic settings of m = 0.8 mm and z = 8. Continuing the theme, the author offers the readers a mold similar to the previous one, but with one fundamental difference — it is designed for making small batches of disc gears with the end location of the tooth.
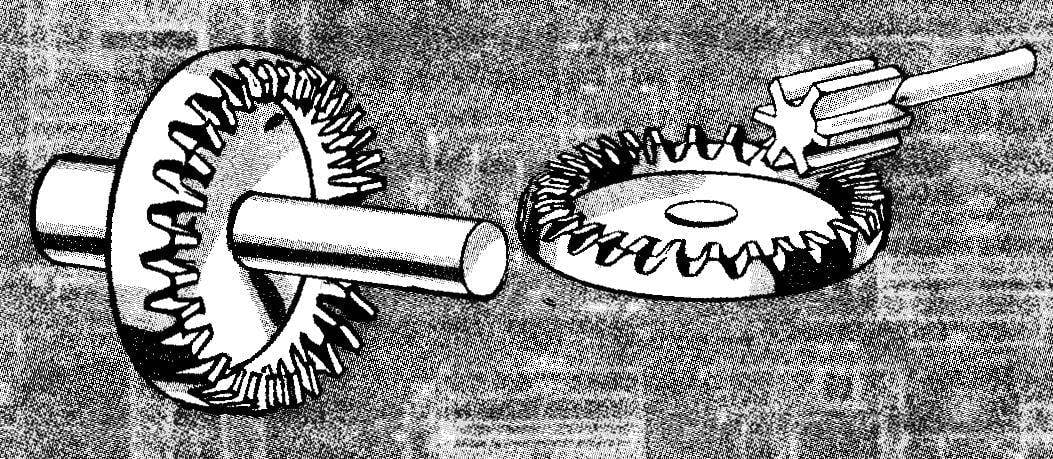
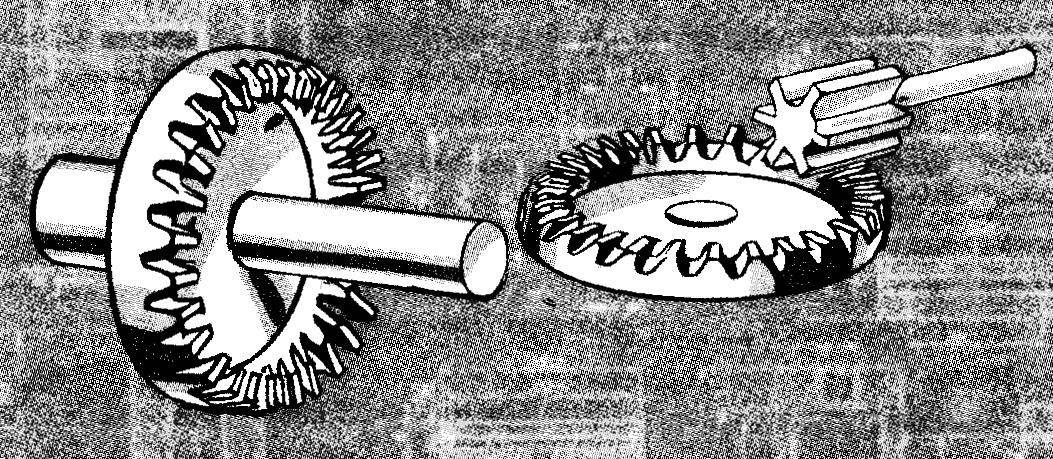
In the mass modeling of such zubchatki are used quite often. For example, in the manufacture of models of racing cars. The rotation from the motor shaft to the rear axle can easily be passed, a pair of gears: cylindrical gear on the motor shaft and the Poppet (with shaft location of the tooth) mounted on the rear axle. And here, despite the seeming simplicity transfer designs, there is no easy technological task of its implementation. This is perhaps the most “narrow” place in the manufacture of models even for an experienced modeller. Of course, responsible for sports competitions models are equipped with metal gears (steel or bronze) for the manufacture of which attract professionals (as they say, in the name of victory “…for the price”). But what to do for new modelers, normal pupils 5 — 6 classes? No gears often puts an end to their engagement in the modeling.
Particularly scarce has always been considered the Cup gear. To make such hand students can not afford. Therefore, in order to support novice modelers, I have developed a simplified manufacturing technology “subcateg” of thermoplastic materials, e.g. polyethylene, by using special molds.
 In the journal “modelist-Konstruktor” was published an article by a teacher from the city of Severodvinsk Vladimir Arkhipov, dedicated to the manufacture of plastic fine-grained cylindrical gears for motor car, ship and plane models on the example of gear made of polyethylene with the basic settings of m = 0.8 mm and z = 8. Continuing the theme, the author offers the readers a mold similar to the previous one, but with one fundamental difference — it is designed for making small batches of disc gears with the end location of the tooth.
In the journal “modelist-Konstruktor” was published an article by a teacher from the city of Severodvinsk Vladimir Arkhipov, dedicated to the manufacture of plastic fine-grained cylindrical gears for motor car, ship and plane models on the example of gear made of polyethylene with the basic settings of m = 0.8 mm and z = 8. Continuing the theme, the author offers the readers a mold similar to the previous one, but with one fundamental difference — it is designed for making small batches of disc gears with the end location of the tooth.