When working with metal often must bend, to stamp, to pull from sheet materials of different parts, figure out, puncture, cut them all kinds of holes. Such operations are performed with a press and set of dies. However, the study of the hydraulic press, commonly used for this purpose, has drawbacks: it is impossible to work with sheet material wider than 80 mm, it has no reverse enhanced speed, and the speed of movement of the piston is small. In addition to fixing tools special tools.
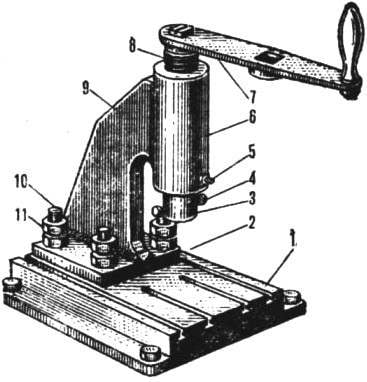
The proposed cantilevered screw press (Fig. 1) with a maximum force of three tons is devoid of these drawbacks. Details press can be made on lathe and milling machines even in the training workshop. However, the main difficulties are connected not with making parts and welding. Thus, the Assembly consisting of the console flange and housing, you must first put the bait — tack welding on a wooden jig, and then to cook short stitches alternately on both sides, thereby reducing the welding deformation. But no matter how carefully nor was carried out this operation, the local deformation of the structure is not excluded. That’s why the hole Ø 40 mm in the case you first need to pierce Ø 36 mm and after welding node of the counterbore to the nominal diameter, Navitel welded construction on frame with screw Acme thread. Without removing the node from the mandrel, face piercing holes and the plane of the flange, mating with the frame.
 When working with metal often must bend, to stamp, to pull from sheet materials of different parts, figure out, puncture, cut them all kinds of holes. Such operations are performed with a press and set of dies. However, the study of the hydraulic press, commonly used for this purpose, has drawbacks: it is impossible to work with sheet material wider than 80 mm, it has no reverse enhanced speed, and the speed of movement of the piston is small. In addition to fixing tools special tools.
When working with metal often must bend, to stamp, to pull from sheet materials of different parts, figure out, puncture, cut them all kinds of holes. Such operations are performed with a press and set of dies. However, the study of the hydraulic press, commonly used for this purpose, has drawbacks: it is impossible to work with sheet material wider than 80 mm, it has no reverse enhanced speed, and the speed of movement of the piston is small. In addition to fixing tools special tools.