Unfortunately, problems with electricity occur more often, and there is no guarantee that you will pass this Cup, no matter where you live in the city or in the countryside. To protect yourself in case of “emergency” situation, it’s best to purchase a diesel mini-power station, but… not all of it is the pleasure afford – the unit itself costs a lot, and even “feed” his need, and “oats now roads.” Another thing – the wind power. It is possible and to do that, and then – save your energy and use when needed. Many prudent owners of summer residences and personal plots do.
The biggest challenge in the Amateur construction of wind turbines is the manufacturer of the propeller. It is connected with a complex theory for its calculation. However, with sufficient for practical use degree of accuracy, this calculation can be produced using a simplified method.
The projected capacity of the plant is calculated according to the formula:
N=(рFV3)/2, (W),
where R = 1.25 kg/m3 is the air density;
F — the area, sweeping the air screw, m2;
V — the wind speed, the average for the district for the year.
Hence the area of the rotor swept: F= 2N/рV3, and the diameter of the screw
Designed installation shall be designed for a capacity of 1.7 times the capacity of the generator, so
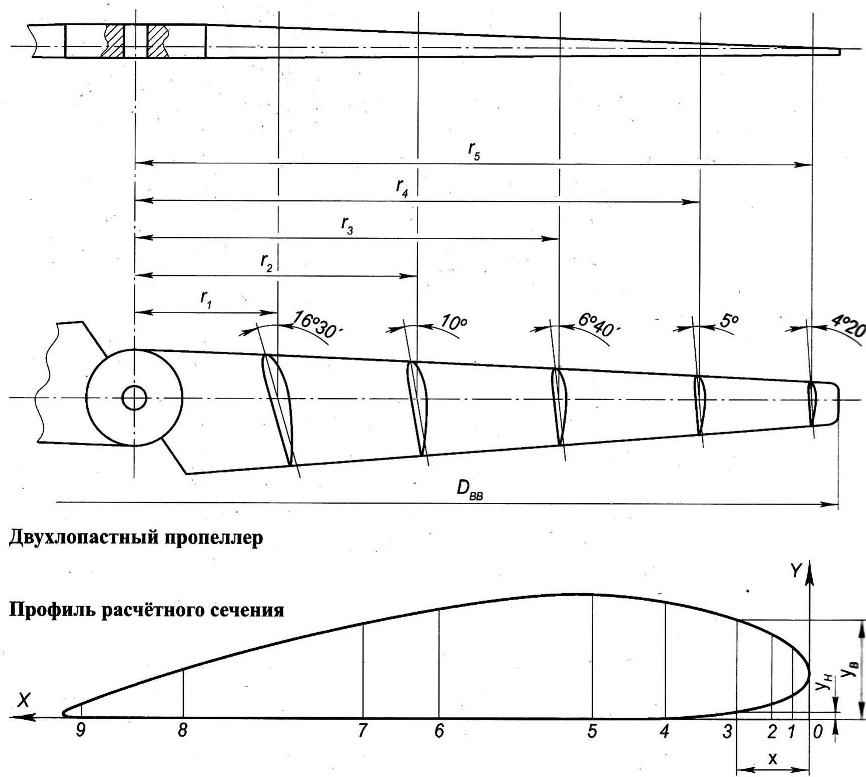
The propeller is made from wood, well-treated and not very prone to warping, such as birch or larch. The workpiece must be well-planed and dried. Its dimensions are: length — 100 mm larger than the diameter of the propeller Dвв, width 0,09 Dвв, thickness — 0.025 mm Dвв.
On the prepared workpiece from two sides are laid out longitudinal and transverse axis and applied to the transverse lines the calculated cross sections of the blades at radius r, — r5.
Tooling includes an Assembly Board and profile templates.
The stacker Board is a the same as the billet propeller, planed Board with a length of more than half its diameter 80 — 100 mm and is marked similarly to the workpiece. At the intersection of the axes and the workpiece propeller, and the Board of system of drilled holes in the stocks assigned to a pin with a diameter of 12 — 18 mm length 180 to 200 mm. the profile Templates are manufactured from plywood thickness 4 — 5 mm with dimensions of 0. 25×0. 18 RVV. Plywood blanks are glued profiles, cross-sections, drawn in accordance with table and figure in 1:1 scale. After the glue dries, cut out the templates with a jigsaw profile (hatched area) and the template is cut into two parts. To the bottom of them with nails attached to sticks with a cross-section 30×15 mm, through which profiles are installed on the stacker Board. The centers of the profiles must lie on the same horizontal axis.
 Unfortunately, problems with electricity occur more often, and there is no guarantee that you will pass this Cup, no matter where you live in the city or in the countryside.
Unfortunately, problems with electricity occur more often, and there is no guarantee that you will pass this Cup, no matter where you live in the city or in the countryside.