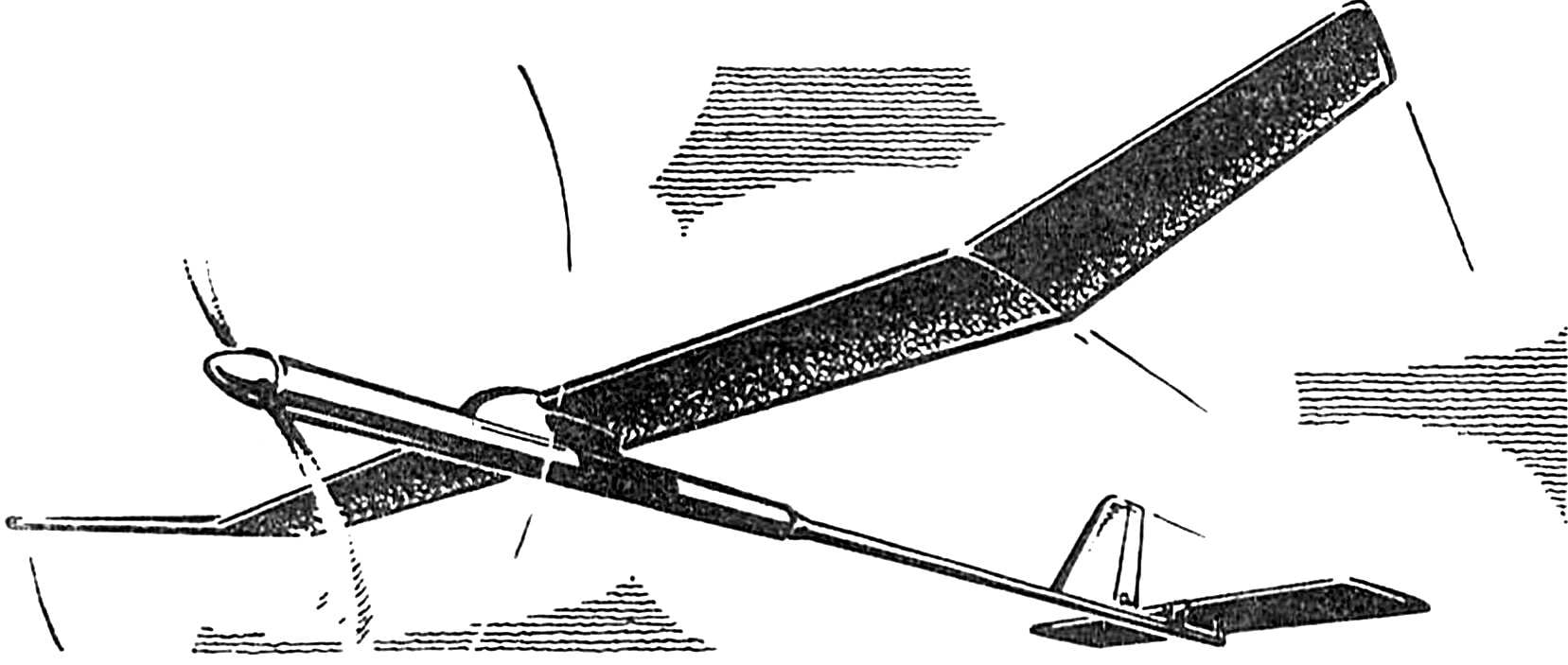
We offer rezinomotornaya model class F1B developed by the head of the laboratory he is the eldest Nizhny Novgorod, candidate of master of sports of the USSR by I. Gorkinym. The basis of her design was based on the scheme of the deserved master of sports, repeated world champion aandryukova, which is due to a number of technical and technological solutions has been made more accessible to repetition.
For example, the boss removed capricious in manufacturing and operation (especially from the point of view of ordinary modelers) node feathering of the blades and hook. The shaft is machined from a titanium alloy. Along with the use of dural coil is provided a gain in mass of 1.5 g. Duralumin sleeve, insert blades, replaced by pins, which was very convenient for practice. Tail boom because of its long length made from carbon at well-built from model aircraft technology.
The shoulder model is considerably increased. Pilon made a new form; 3-5 g reduced weight of the wing while increasing its strength. Last used ribs from balsa trim platinu, balsa edges (and rear — platinovoi pasting). Rails — tubular, Stekloplastik.
As shown, such designs work well on all types of deformations. Also have a weight advantage. As, however, and the carbon fiber seatpost that protect the wing from damage due to sudden impact with the ground.
The unusual design has a stabilizer. Unwittingly draws the attention of a one-piece spar of balsa, located on edge and covered with platinu. Rib oblique, split. Butt glued to the spar and leading edge. At the rear edge of embedded.
The rubber motor of the domestic rubber with silicone grease.
This model fully meets the requirements of the FAI to F1B. This means that the carrier surface rezinomotornaya 17…19 DM2, the minimum weight of the model 230 Gauss, the maximum load of 50 GF/DM2, weight lubricated motor not exceeding 40 GS.
Speaking at the event in Nizhny Novgorod, the author and the developer became the champion of the region, gaining a total of 1167 points.
 We offer rezinomotornaya model class F1B developed by the head of the laboratory he is the eldest Nizhny Novgorod, candidate of master of sports of the USSR by I. Gorkinym. The basis of her design was based on the scheme of the deserved master of sports, repeated world champion aandryukova, which is due to a number of technical and technological solutions has been made more accessible to repetition.
We offer rezinomotornaya model class F1B developed by the head of the laboratory he is the eldest Nizhny Novgorod, candidate of master of sports of the USSR by I. Gorkinym. The basis of her design was based on the scheme of the deserved master of sports, repeated world champion aandryukova, which is due to a number of technical and technological solutions has been made more accessible to repetition.