About 190 km/h! This is a technical medium speed modern racing model with a powerful engine. Moreover, the maximum operating speed of the model exceeds 170 km/h, this is not the limit. Constantly improving miniature aircraft, athletes strive to further reduce the time of passage of a ten-kilometer distance. Before the Modeler, usually three ways: change the layout scheme, forcing the engine and improved aerodynamics models.
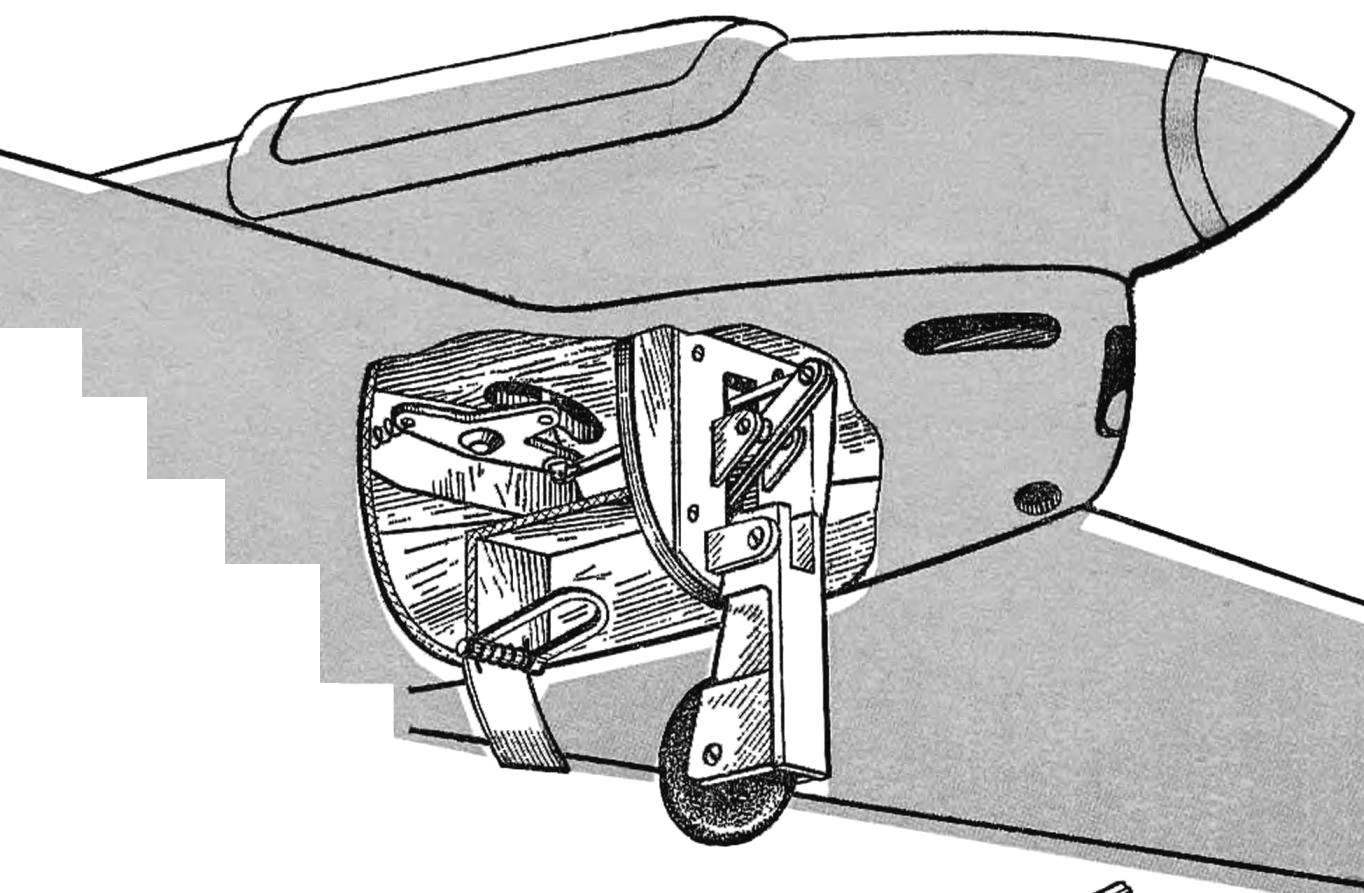
Significant share is the total aerodynamic drag. Removing from the model projecting parts, you can significantly reduce it. One of the few sites, greatly protruding beyond outline of the fuselage, is chassis. Prospective design retractable landing gear (Fig. 1) allows to achieve a result.
The mechanism of the landing gear is driven by a “floating” rocker control model. Its axis while attached to the wing (as usual) and the drive rocker mounted on the wing.
The kinematics of the lifting of the chassis legs is simple: when the centrifugal force acting on the model reaches a certain value, the cord stretches and rocking, overcoming the restraining force of its springs, thrust rejects the yoke and removes the rack. At the same time goes up and rear flap, closing the cavity of the fuselage.
Landing gear performs an aerodynamic function — it is the front brake plate, whereby when landing quickly extinguished speed. A model with the same chassis has a soft “sticky” landing. This is due to the located in the front absorber.

 About 190 km/h! This is a technical medium speed modern racing model with a powerful engine. Moreover, the maximum operating speed of the model exceeds 170 km/h, this is not the limit. Constantly improving miniature aircraft, athletes strive to further reduce the time of passage of a ten-kilometer distance. Before the Modeler, usually three ways: change the layout scheme, forcing the engine and improved aerodynamics models.
About 190 km/h! This is a technical medium speed modern racing model with a powerful engine. Moreover, the maximum operating speed of the model exceeds 170 km/h, this is not the limit. Constantly improving miniature aircraft, athletes strive to further reduce the time of passage of a ten-kilometer distance. Before the Modeler, usually three ways: change the layout scheme, forcing the engine and improved aerodynamics models.