
When carrying out installation work related to mounting structures on embedded bearing parts of foundations, difficulties may arise due to unevenness of the bearing surfaces (local tilts, depressions, etc., exceeding allowable limits) as a result of violations of the technological process or due to its imperfection. Such situations often occur when installing industrial equipment, but they are not uncommon in everyday practice either. For example, when using embedded elements in a foundation during the construction of various buildings on a dacha or homestead plot.
In a number of cases, for relatively small deviations, shims are installed between mating surfaces, or the bearing flange is processed with a pneumatic turbine grinder with possible subsequent scraping. However, these operations require very labor-intensive additional work, which may also be adversely affected by low ambient temperature and unfavorable working conditions.
For significant deviations that do not allow the position to be corrected by the above methods, the question arises of dismantling the defective foundation and replacing it with a new one, which, in turn, is associated both with time costs and with additional consumption of scarce materials, as well as with an increase in the cost of work. In such cases, new solutions to the problem are proposed, with which foundation defects can be eliminated (“cured”). One method is the use of backing wedge rings with a specified inclination angle (Fig. 1a), whose bearing surfaces are machined on machine tools. These wedge rings are placed on the bearing surface (flange) of the foundations and, by rotating about the vertical axis, are brought into a position that meets the requirements for mounting the structures. After that, the wedge rings are fixed and installation operations are carried out, including bolted connections of the structures.
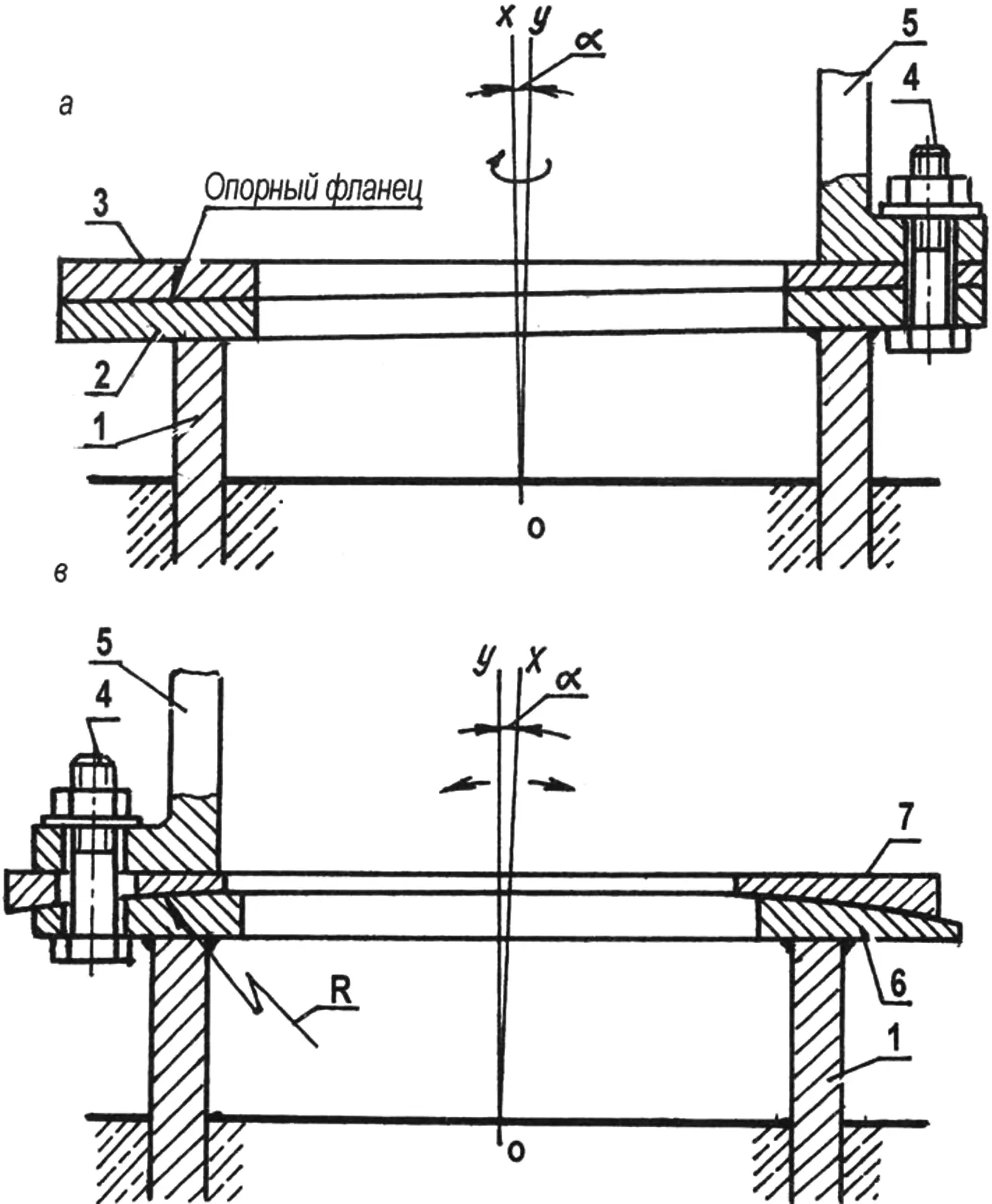
1 — foundation base; 2 — flat flange; 3 — transition wedge ring; 4 — bolt fastening; 5 — structure being mounted; 6 — spherical flange; 7 — spherical transition ring; ox — actual axial line of the embedded flange; oy — vertical axial line; — angle of deviation of the axial line of the embedded flange
The proposed option may seem somewhat complicated, but if all the work on correcting defective bearing surfaces or manufacturing new ones is taken into account, it should be recognized as more expedient. Moreover, wedge rings are not subjected to welding operations and therefore do not change their mechanical characteristics and are able to provide the required positive effect.
In those, perhaps, relatively few cases where it is necessary to ensure sufficiently high indicators for the accuracy of installing bearing planes, it is recommended to use flanges and transition rings with a spherical surface (Fig. 1b). The essence of this solution is that, in advance, embedded bearing parts with a spherical flange and a spherical transition ring with the same sphere radius are manufactured under the structure being mounted. To ensure the required parameters for the horizontality of the bearing surface, the transition ring is moved along the sphere of the flange. The adjusted position is then fixed, and the structure is mounted further in accordance with the existing procedure and technical conditions.
The horizontality of installing wedge and spherical transition rings can be checked, for example, with a builder’s level or an optical quadrant.
The technical solutions described have proved themselves positively in practice.
«Modelist-Konstruktor» No. 3’2008, S. Cherenkov, St. Petersburg
Recommend to read
 BUS… “AVOSKA”
BUS… “AVOSKA”
We used to go fishing. On the distant lake, where pervalence always well caught pike and large perch. Our experienced "Muscovites" cheerfully rolled down the snowy highway. Quietly... AND ROY IS IN THE BAG
AND ROY IS IN THE BAG
Everyone who decided to deal with bees, one has to prepare oneself to much. Including to what happen alone, "remove" ROI. The point is, I know for myself, is not simple. After all, bees...
