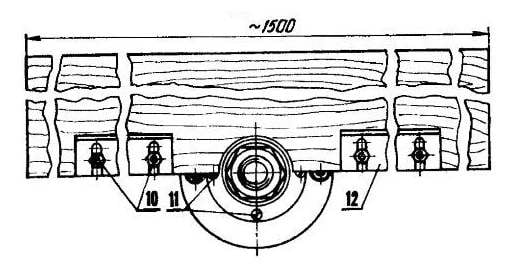
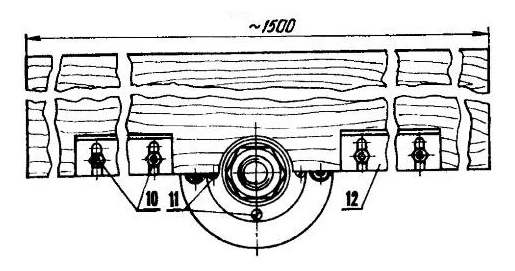
Fixture for milling blanks on a drill press:
1 — machine table; 2 — bearing 80203; 3 — shaft-mandrel (steel 45); 4 — M6 special bolt fastening the bearing housing (2); 5 — the bearing housing (steel 45); 6 — cover housing bearing (STZ); 7 — M20 nut; 8 — a felt seal; 9 — working Board (s35); 10 — a bolt M5 mounting rails (4 PCs); 11 — M4 screws securing the cover (4 PCs); 12 — guide rail (aluminum, area 25×25, 2); And — the position of the cutter
Adapter sleeve for mounting on the mandrel of the cutting tool with a bore diameter of 32 or 27 mm
Bearing with dust shields on both sides mounted in the housing and closed cover with a felt seal. The case itself is fastened to the machine table with two bolts MB so that the axis of the mandrel was strictly vertical and coincides with the axis of the spindle. To reconcile this position the upper end of mandrel clamped in the Chuck, the machine turns at a low speed and by defining the exact place
the body on the table, tighten the nuts to his bolts.
Just above the location of the bearing on the shaft (axle) has a lip which serves as a limiter when installing the cutting tool and additional protection to the bearing from excessive ingress of sawdust and wood dust.
Cutting tool with rings and washers installed at the correct height above the flange and put it on top of another ring or washer, tighten parts nut M20. To obtain the desired surface of the workpiece using different milling cutters: circular, cylindrical, shapes. Below the mandrel to install the cutting tool with a bore diameter of 27 or 32 mm, it is necessary to carve the linking sleeve.
For easy processing of long workpieces on the table of the drilling machine is mounted a working Board with a length of about 1500 and a width of 300 mm. Board Thickness selected such that its top is slightly towered above the protective rib. In our case the size was 35 mm. In the middle of the Board with one of its sides made of semicircular sample under the bearing housing and a shoulder on the mandrel. On the machine table Board is secured with two bolts MB sunken into her head.
On the Board, on both sides of the mandrel, are mounted two guides (inlet and outlet) aluminum corner 25×25 mm. Each guide is attached to the Board with two M5 bolts or screws. To guides can be moved on the Board in the transverse direction in the lower shelves of the parts is the mounting holes are made oblong slots. With their help adjustable cutting depth.
Since the workpiece is processed on the machine at maximum spindle speed, i.e., at an accelerated rate, due to insufficient engine power necessary to follow the heating and, if necessary, to work with breaks.
It is better to Polish with emery sandpaper mounted on a wooden cylinder with a height of 70-80 mm with an inner diameter 22 and an outer 40 to 50 mm.
WISEMAN A., senior teacher of labor training, Donetsk, Ukraine
Recommend to read
 BLOW OUT THE CANDLE
BLOW OUT THE CANDLE
"Candle" — light bulb with a power of 50-60 watts. "Pistol" — a tube-tube in which is placed the photodiode, and the handle with the trigger button. The photodiode and the lamp are... SEAMSTRESS TO HELP
SEAMSTRESS TO HELP
I read in one of last year's numbers on the device,facilitating the ladies thread the needle eye of a needle. So, your grandmother and I have made it easier and much easier — she can...