
 In the construction of models of domestic aircraft such as TB-1, TB-3 and other required shirred casing, which is coated frame model. To make this trim easy. For this is the “rolling mill”, shown in the figure. For its production choose two of the same gear Ø 20-30 mm. of the same size will be the diameter of the rolls. The base of the machine — dural channel. To it with screws attached two dural pillar thickness of 8 mm. Between them there are two rolls with a length of 100 mm. the Axle shaft of the lower roll to freely rotate in the apertures of the columns (preferably without backlash), and the upper “floating” inserts of rectangular shape, which is inserted in a rectangular window racks. It is necessary to adjust the clearance between the rolls.
In the construction of models of domestic aircraft such as TB-1, TB-3 and other required shirred casing, which is coated frame model. To make this trim easy. For this is the “rolling mill”, shown in the figure. For its production choose two of the same gear Ø 20-30 mm. of the same size will be the diameter of the rolls. The base of the machine — dural channel. To it with screws attached two dural pillar thickness of 8 mm. Between them there are two rolls with a length of 100 mm. the Axle shaft of the lower roll to freely rotate in the apertures of the columns (preferably without backlash), and the upper “floating” inserts of rectangular shape, which is inserted in a rectangular window racks. It is necessary to adjust the clearance between the rolls.
Manufacturer of rolls and boring them require special care. The rolls are handled on a lathe with a chisel triangular shape, the cutting part which on the end is somewhat rounded. Grooves on the surface of the rolls need to carve very precisely: the step of cutting the top and bottom must match. It depends on the scale of the model. So, for models of aircraft TB-1, TB-3, R-6 and others, made on a scale of 1 : 40, pitch is 1.25 mm with a depth of 1 mm.
The screws in the uprights giving the possibility to slightly adjust the gap between the rolls. When rolling it is necessary to select the optimal clearance to the workpiece is not cut and the profile was quite clear. Therefore, before getting to the “rental,” you should make a few samples.
For convenience, the “base camp” better hamstring.
The rolling process is very simple. The strip of metal is introduced between the rollers, and the rotation of the handle is made by rolling. For optimally selected gap is well-corrugated preform, which is clipped in place.
For the manufacture of cladding the metal foil (but not steel) with a thickness of 0.10— 0.20 mm. the Most suitable material is aluminum foil used in printing machines “Era”. But you can use brass and, finally, ordinary drawing paper, pre-coated with nitrocellulose lacquer on both sides and dried.
Recommend to read
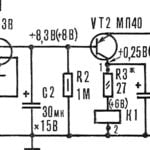 THE “MAGIC” RELAY
THE “MAGIC” RELAY
Automatic device can be used in various models, toys that when meeting with obstacles will change their movement, as well as in everyday life (villages, for example, in the chair the...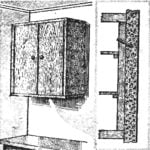 LINKAGE-“AUTOMATIC”
LINKAGE-“AUTOMATIC”
Usually to reinforce the cabinets on the stack, we Drill the horizontal holes, but if the plug is weak or loose fasteners, close to trouble: with the increase of the load the shelf can...
