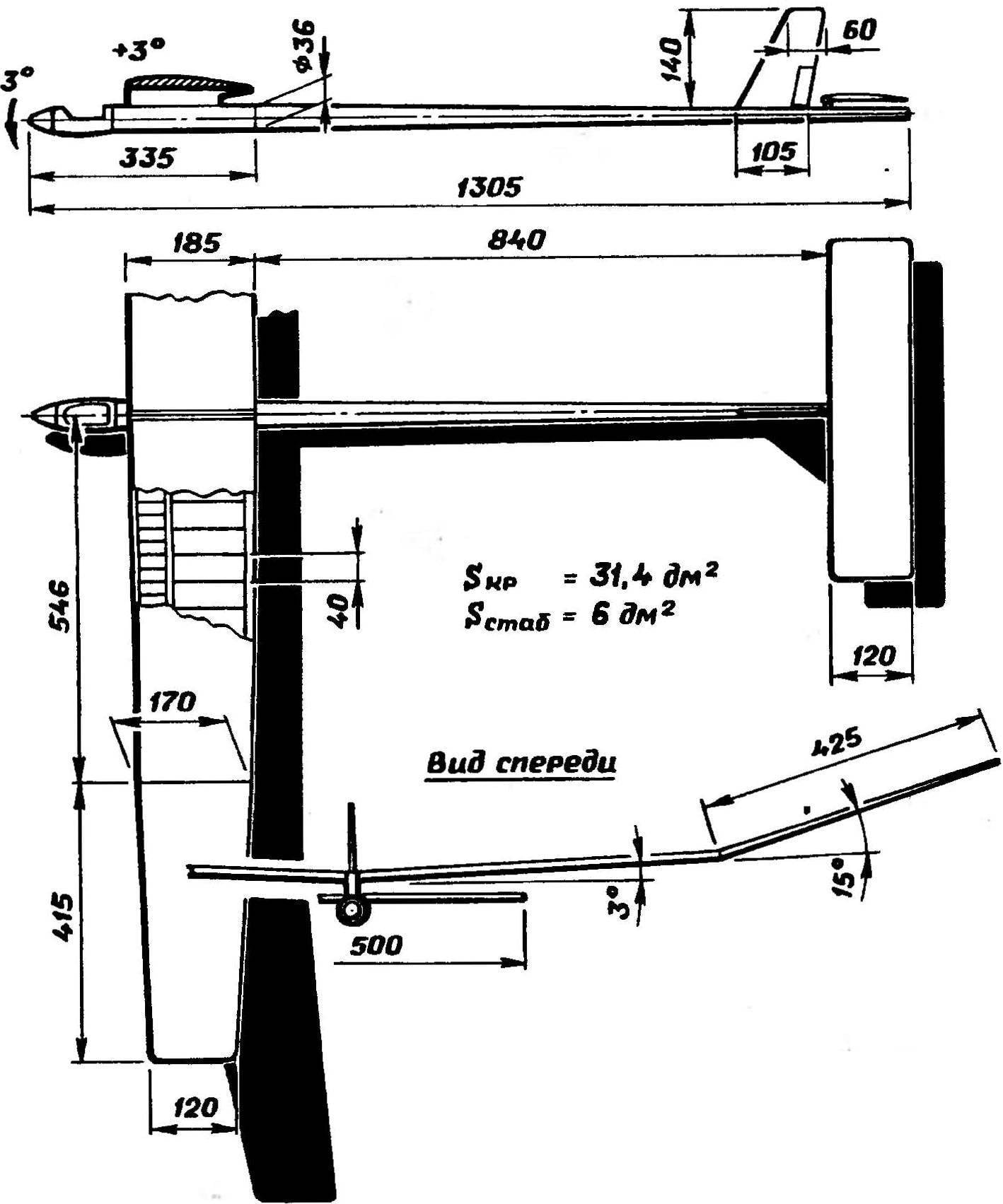
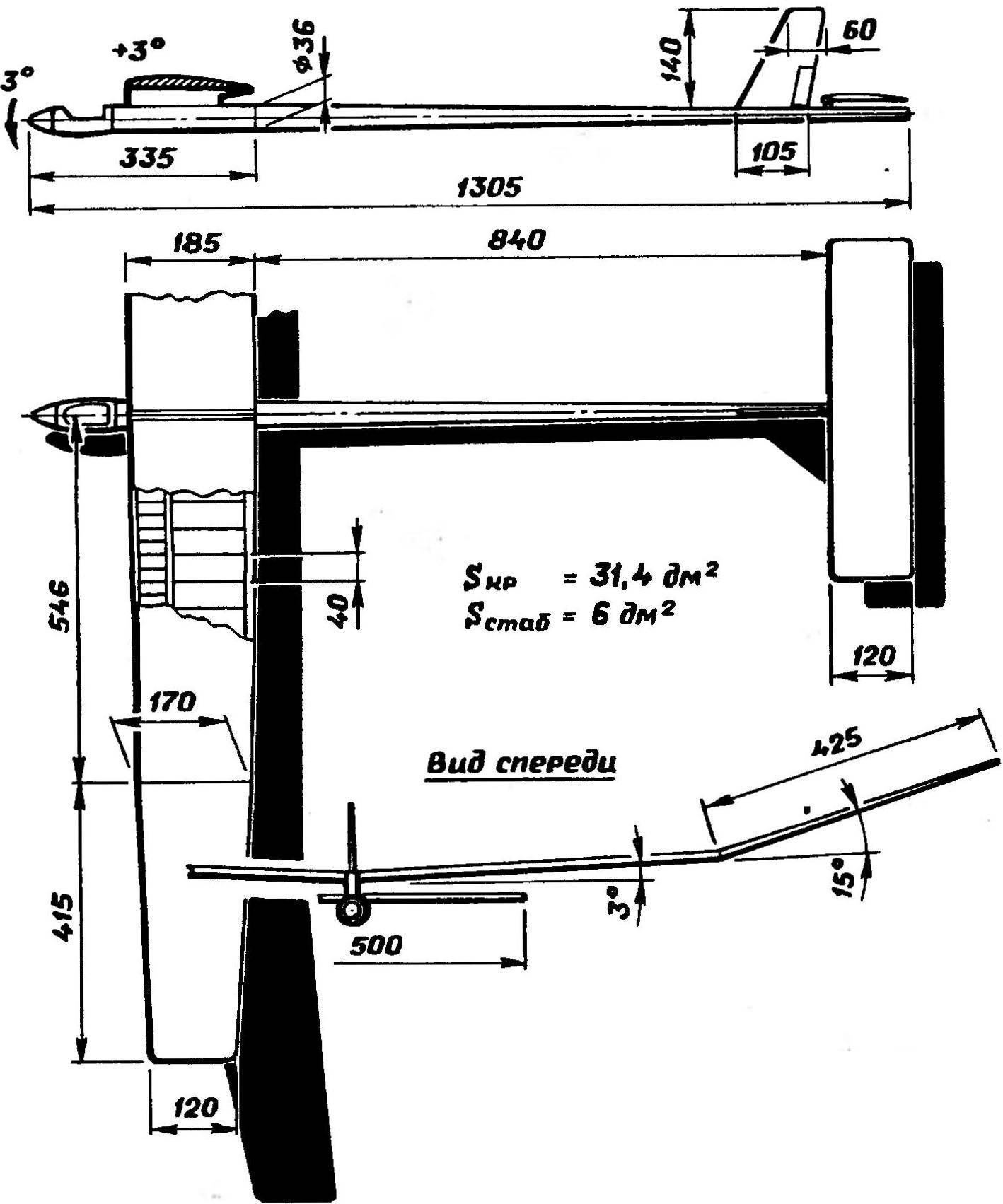
Wing traditional to modern sports equipment in the form has a profile developed by N. Nakonechny. The root rib is made of birch with a thickness of 3 mm, the other is lime with a thickness of 1 mm. side member molded of plight; both his shelves a cross section of 1×10 mm decrease to the junction of the center section with the “ear” to 1×3 mm to 0,8×1,5 mm at the end of the wing. Rear triangle edge from balsa slats section 2×15 mm. In the root of each of the consoles glued aluminum liner with a longitudinal hole in which is inserted a steel connecting pin of the wire brand OVS with a diameter of 5 mm and a total length of 120 mm. Covering the entire wing— paper-foil “sandwich”, filled in paper. To prevent corrosion of the foil surface is covered with spray a thin layer of parquet lacquer diluted with acetone.
“Eye” can be partially completed and hard version (hard plating is only on the forehead). Then the shanks of the ribs “tab” amplified shelves from CFRP with a thickness of 0.15 mm. In this case, the mass of the wing Tierney is 180 g versus 200 g in the variant with a full hard shell.
The connection node “eye” with a center section made according to the principle of “weak sections” in the following way. In the junction parts have a rib thickness of 10 mm, and between the shelves spar connecting pin is glued from pine slats with a cross-section 4×20 mm. the Transfer of all of the flight loads is through this rib. At the moment a hard hitting rib is fractured in layers of wood. After gluing the individual parts of the model ready to fly.
The pylon of the wing is hollowed out lime. Mounted it on the fuselage using the two aluminum pins with a diameter of 8 mm, placed vertically. The stabilizer and fin from the wing differ only size and lomikami lined up to spar hard “sandwich”. Weight of finished stabilizer is equal to 22 G.
The detachable tail boom of the fuselage with a mass of 85 g made of glass, carbon fabric and foil without the use of balsa. Production technology is simple; the time required for one beam, does not exceed two hours. First, the mandrel is lubricated with castor oil and wrap a layer of Mylar film, and then is clamped (e.g., vise). From carbon fabric with a thickness of 0.1 mm and of glass, of a thickness of 0.05 mm cut out two patterns, corresponding to the size of the surface of the beam. The glass lay the prepared two sheets of thin strong paper slightly larger, and they have one layer of fiberglass and carbon fabric. Applied on top of svezhenakleennyh resin and rubbing it with a spatula; the excess resin is removed necessarily.
So get a two pack resin. One of them carefully wound on a mandrel; paper at the same place outside. The last region carefully using a pointed wooden spatula, lift the whole sheet of paper (which is essentially only the technological medium raw composite mass) is removed. Likewise superimposed and the second package. The result is a four-layer billet. On top of it is wrapped a layer of foil made of aluminium Alloy-2N with a thickness of 0.03 mm, and the whole “sandwich” tightly wrapped Mylar film, while removing the excess binder resin.
The tail boom adapter machined from D16T and fastened by three screws arranged at an angle of 120°. Motor mount is made on a milling machine made of the same material. Its outer diameter is 42 mm with a wall thickness of 1.0 mm.
The model uses the engine Atom design Gunicheva K., developing with a propeller with a diameter of 176 mm and a step of 75 mm 26 000 rpm. In the “color” version of the pair allowed the use of the engine “Talka-2,5” with the sleeve and the piston from “CCCAM is 2.5”. Working phase of the motor must be as follows: output — 158°, bypass — 130°. The crankshaft 12 mm in diameter dynamically balanced aluminum piston. As such, the engine can develop up to 23,000 rpm, and with carefully selected bearings up to 25 000 rpm.
The installation angle of the stabilizer: on the rise to +2° C to “clip” +7° in the plan +0°.
Universal technology for the production of “sandwich”
The wing skin consists of three elements: the forehead and the two panels of the tail part of the profile. They are joined in the middle of beam flange.
Use the following materials: paper brand “Kraft” thick 0.15 mm foil of aluminum alloy AMG-2H thickness of 0.03 mm as binder — epoxy K-153. It should be noted that in the manufacture of “sandwich” of resin applied in a thin layer only on the paper and spread with a spatula made of plywood or plastic with a thickness of about 1 mm. Pattern of the foil to be bonded degrease ammonia and carefully rubbed with cotton wool.
To forehead of the wing is wedge shaped metal bar with a length of about 640 mm. And in the section it should be a no wing profile and a clean wedge with a rounded front edge to z of 0.75 mm (respectively the thickness of the thin faces of the workpiece must be equal to 1.5 mm). This mandrel is quite versatile, as it allows you to mold lobiki for all types of expense of building a traditional model. It can make also from solid birch or thin pine. On the mandrel vyklevyvajut MC-lag (clamping kontrformu) fiberglass thickness of 0.15 mm.
Lobkovy “sandwich” is made as follows. At the beginning of the paper and foil make blanks sizes a little more sweep of forehead. Then, using a ruler and straight rails bend them around the mandrel. Latest cover “Edelvika” and after drying rubbed with a soft cloth. The paper pattern is applied to the resin impose a pattern on the mandrel (adhesive out), and the top — degreased foil. On the separation layer of the Mylar film gently pull colage and placed it between two sheets of foam with a thickness of about 10 mm. Prepared “sandwich” tightly wrapped a medical bandage rubber with a thickness of 1 mm and a width of 40 — 50 mm. After polymerization of the resin finished Vileika removed from the mandrel.
Panel the tail of the profile is molded in the form of flat plates. On the glass put a dividing layer of smooth Mylar film. It consistently placed resin-impregnated paper (glue on top), degreased foil, the second separating layer of Mylar film and fiberglass plate with thickness of 1 mm. Cover it all with foam thickness of 10 mm and pressed smooth with 20 mm thick Board with a cargo weighing at least 50 kgs. Instead the Board you can use clamps, however, in this case as the basis-the pile is better to use a polished steel plate.
Trim panels “sandwich” as follows. The first frame of the wing is glued to the forehead, then the lower tail section of the rigid trim panel and finally the upper tail.
Ready forehead after fitting incised across the width of the knife edge (metal ruler). We note again the line of joining of the panels should be held strictly in the middle shelves of the spar. Coat the joints with epoxy resin, after which the forehead is worn on the frame. The entire Assembly was wrapped in a thin strong thread in the locations of the ribs and nose polonorum. From the shelves of the spar and remove the excess resin. Then glue the wing panel is placed on a prepared slipway, which is a thick sheet of glass with a lining of 1 mm rubber width 50 mm with a separating layer of Mylar film under the wing of the forehead. You must make sure that the rubber edge of the tape coincides with the rear edge of the spar. On the latter, in turn, put Mylar, a rubber band and clamping the rail section is about 25×40 mm with cargo. After polymerization of the binder section of the wing removed from the pile, cut off the filament winding and mounted Bal-name is the wall of the spar (plate 1 mm thick with vertical grain direction of the wood).
The final step is to install the tail part of the hard plating. The joints of the frame with the corresponding panel of “sandwich” coat of epoxy resin. The frame is placed again on the slipway and put the paneling. For a uniform distribution of load on the circuit all of the ribs used a sheet of fiberglass with a thickness of 0.3 — 0.5 mm, easy to bend according to the profile of their tail parts. It also employs the separation layer of the Mylar film.
A. CHIRKOV, master of sports, head of club syt, Botkin K, Udmurtia
 In the last ten years, model Aeronautics-members syut G. Votki claim with the same success at the national competitions held by the Ministry of education, repeatedly winning prizes. Particularly well the boys compete in classes rezinomotornaya and timer models, where every year they become Champions of Russia. A large proportion of the success belongs to an unusual school design winged vehicles, which were developed in the aeromodelling circle suit.
In the last ten years, model Aeronautics-members syut G. Votki claim with the same success at the national competitions held by the Ministry of education, repeatedly winning prizes. Particularly well the boys compete in classes rezinomotornaya and timer models, where every year they become Champions of Russia. A large proportion of the success belongs to an unusual school design winged vehicles, which were developed in the aeromodelling circle suit.