Model airplanes still did not pay attention to a very promising engine, liquefied gas C02. But the simplicity of manufacture and operation make it much more affordable than compression and glow engines. In addition, it does not pollute the air and silent in operation. With this engine (Fig. 1) can operate a variety of aircraft weighing up to 100 g From one canister to siphon the tank (Fig. 2) can be refilled twice.
The engine displacement of 0.27 cm3 . With a propeller Ø 180 mm, it develops 1900-2100 rpm flight Duration 45-50 C.
Discuss in detail on the technology of the most complex and critical parts of the engine.
Carter carved from duralumin D16T on a lathe with the subsequent processing of the metal outer surfaces. Thread М9Х0,8 cut on the machine. The hole for the shaft, drill and finish with a reamer of Ø 4 mm.
The cylinder is easier to make a round bar stainless steel Ø 15 mm on a lathe. The threads cut on the lathe, screw-cutting lathe with a single installation.
The inner diameter of the cylinder after boring with a cast iron lapping bring to the size specified on the drawing.
The crankshaft are manufactured on automatic screw machine from steel 45. With the same setup, drill the hole for the thread No. 2.5 and cut it. Bring to neck shaft Ø 4 mm with sandpaper No. 00 and subsequent lapping paste GOI in place in the crankcase.
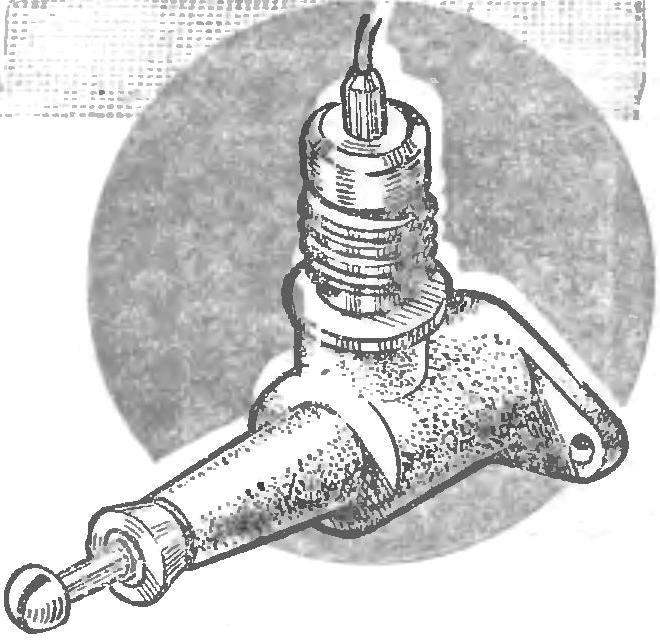
Fig. 1. Engine WITH2 :
1 — tube, 2 — section spring 3 — spring 4 — ball Ø 4, 5 — gasket, 6 — nut-retainer, 7 — piston pin, 8 — rod, 9 — thrust washer, 10 — cone, 11 — Kok-bolt, 12 — crankshaft 13, the crank pin, 14 — Carter, 15 — piston, 16 — rod, 17 — cylinder, 18 — cylinder cover, 19 — cylinder head.
Then mark and drill on a drill press and cut the thread M2 of the hole for the crank pin. The finger carved of steel 45 or silverfish. Sand the surface with sandpaper, then cut the thread M2.
Cylinder heads are manufactured of duralumin D16T. An internal thread cut on a lathe-cutting machine.
Rod carved on a lathe of duralumin D16T. Connecting rod manufacture at first globose, then a file grind part of the sphere. Decernite the centers of the holes under the piston pin and the crank and drill them on a drill press.
The spring used in the head of the engine taken from the aerosol container of small capacity. For those who fail to get it, soobshil parameters: wire Ø 0,8 mm, spring diameter 4 mm, length 7-8 mm.
Spring DLV filling valve (Fig. 3) made of wire OVS Ø 0,4 mm. It has a outer diameter of 4 mm and a length of 10 mm.
In filling the device the spring is the same as in the cylinder of the engine. For gas pipelines the necessary stainless steel tube Ø 1.5—2 mm.
The Assembly procedure. Into the hole in the piston head with a light blow of a hammer press stock. Install the piston pin and the connecting rod. From the sides of the hole to make the notches to prevent withdrawal of the finger. Then, lightly brushing the neck of the shaft, insert it into the crankcase. The shaft must rotate easily. Through the upper neck of the lower crankcase the connecting rod. Align the head hole with hole in shaft, insert the crank pin and tighten it until it stops. Make sure that the connecting rod had freedom of movement was 0.4 mm at the finger.
Then the body of the spring, solder the pipeline and assemble valve Assembly according to Assembly drawing. Collect also the remaining nodes. Over the engine head, bend the pipeline in the form of a spiral with a diameter of 25 mm. It is necessary for the complete evaporation of liquid gas in the pipeline. Lowering and raising the cylinder, obtain the right phase of the gas inlet in newportnews space depends on the clarity engine is running.
The balloon is inserted into the filling device (Fig. 4) using the locking sleeve from the syphon.
The propeller (Fig. 5) Linden.
V. LOKTIONOV, head of the aviation laboratory of Cricut, Barnaul
Recommend to read “POLONAISE” BY VLADIMIR BARANOVSKY The first time I saw "Polonaise" in the picture. He was standing on one of the Central squares of Warsaw, surrounded by a dense ring of spectators. Interest in the yacht and its captain,... MISSILE “STORM” In accordance with the existing plan for the construction of the Soviet Navy in the late 1950-ies provided for the construction of a series of special vehicles, air defense PR 1126 ships... 
 Model airplanes still did not pay attention to a very promising engine, liquefied gas C02. But the simplicity of manufacture and operation make it much more affordable than compression and glow engines. In addition, it does not pollute the air and silent in operation. With this engine (Fig. 1) can operate a variety of aircraft weighing up to 100 g From one canister to siphon the tank (Fig. 2) can be refilled twice.
Model airplanes still did not pay attention to a very promising engine, liquefied gas C02. But the simplicity of manufacture and operation make it much more affordable than compression and glow engines. In addition, it does not pollute the air and silent in operation. With this engine (Fig. 1) can operate a variety of aircraft weighing up to 100 g From one canister to siphon the tank (Fig. 2) can be refilled twice.